
Hướng dẫn sử dụng dây chuyền tráng phủ bột đá
HƯỚNG DẪN SỬ DỤNG AN TOÀN CHUNG
1. Khi sử dụng dây chuyền cần phải đội mũ bảo hiểm, quần áo, đầu tóc gọn gàng và đeo găng tay nếu cần.
2. Luôn kiểm tra xem có vật lạ nằm trong khu vực làm việc của dây chuyền và di dời chúng trước khi sử dụng. Cần chú ý kiểm tra loại bỏ các vật lạ khỏi bộ truyền của máy trộn, quạt, băng tải, vít tải trước khi sử dụng.
3. Kiểm tra, vặn chặt lại tất cả các bulong của gối bi máy trộn, quạt cao áp trước khi bật máy.
4. Khi không dùng dây chuyền một thời gian dài trong thời tiết lạnh, nên làm ấm dây chuyền bằng cách để dây chuyền chạy không tải từ 1÷2 giờ giúp cho dầu mỡ được lưu thông. Nếu dầu mỡ khi kiểm tra không còn khả năng bôi trơn cần thay dầu mỡ mới trước khi sử dụng để tránh hỏng thiết bị.
5. Luôn đứng đúng tư thế khi thao tác trên dây chuyền, tránh tác động lực bất thường vào máy, thiết bị trong dây chuyền.
6. Không để tay cạnh các bộ phận chuyển động của dây chuyền.
7. Không để dây chuyền chạy không có kiểm soát.
8. Luôn luôn có thợ vận hành trực máy, điều khiển, xử lý sự cố.
Thông số kĩ thuật:
| Công suất tráng phủ | Tốc độ máy trộn | Tốc độ quạt |
| 2÷4 tấn/h | 2900÷3000 rpm | 2900÷3000 rpm |
HƯỚNG DẪN SỬ DỤNG DÂY CHUYỀN
TRÁNG PHỦ AXIT BÉO
- Quy trình vận hành sử dụng
Bước 1: Thực hiện công tác kiểm tra trước khi sử dụng
- Kiểm tra đèn báo pha nguồn của tủ điện điều khiển (đèn báo đủ 3 pha nguồn phải sáng).
- Kiểm tra loại bỏ vật lạ khỏi bộ truyền của máy trộn, quạt, băng tải; loại bỏ chúng ra khỏi dây chuyền trước khi sử dụng.
- Kiểm tra, vặn chặt lại tất cả các bulong của gối bi máy trộn, quạt cao áp trước khi bật máy.
- Bổ sung bơm mỡ gối bi máy trộn, bổ sung dầu quạt cao áp trước khi sử dụng.
- Kiểm tra nguồn cung cấp khí nén, áp suất đạt 6÷8 kg/cm2.
Bước 2: Khởi động hệ thống
- Trước khi khởi động hệ thống vặn điều chỉnh núm xoay tất cả biến tần về vị trí 0 (trừ núm điều chỉnh máy trộn).
- Cấp 1÷2 bao axit (25÷30kg/bao) lên phễu, bật vít cấp axit.
- Dùng que thăm axit nếu axit được nửa bình tiến hành bật nồi nung axit và bật nung đường ống.
- Đặt nhiệt độ trong nồi nung axit đồng hồ AX4 hiển thị 100÷1250C.
- Điều chỉnh chiết áp để dây điện trở nung đường ống đạt nhiệt độ 70 ÷ 800C (không để nhiệt cao hơn để tránh làm hỏng đường ống nhựa chịu lực và làm biến chất axit).
- Bật băng tải gàu cấp liệu cho xylo chứa.
- Quy trình khởi động làm nóng đường ống:
- Bước 2.1: Điều chỉnh các van
+ Đóng van 1, van 2 trên máy trộn (Hình 1)
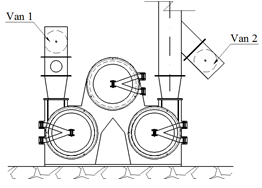

Hình 1.
+ Đóng van 3, mở van 4 trên quạt (Hình 2)
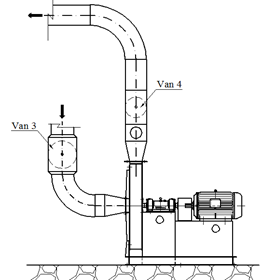

Hình 2.
+ Mở van 5 trên để hồi gió từ quạt về máy trộn (Hình 3)

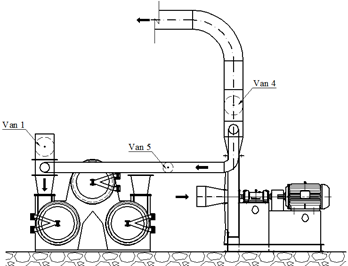
Hình 3.
- Bước 2.2: Khởi động quạt cao áp
+ Đóng van 3 trên quạt cao áp, sau đó khởi động quạt (thời gian quá trình khởi động 2÷3 phút). Chú ý trước khi khởi động quạt bắt buộc phải đóng van số 3 để tránh làm hỏng động cơ.
+ Khi dòng động cơ của quạt đạt từ 75÷85A, quá trình khởi động quạt hoàn thành và đạt yêu cầu (nếu dòng khi quạt chạy ổn định lớn hơn 85A, tắt quạt và kiểm tra tìm nguyên nhân). Mở hết van 3 lượng 50% để gió tuần hoàn trong dây chuyền.
- Bước 2.3: Khởi động từng động cơ trên máy trộn, khởi động các động cơ cách nhau tối thiểu 30 giây (không được khởi động tất cả động cơ cùng 1 lúc).
- Bước 2.4: Chạy hệ thống 30 phút cho đến khi đường ống dây chuyền đạt nhiệt độ t0=70÷800C và nhiệt độ đường ống phun axit đạt 70 ÷ 800C (điều chỉnh nhiệt làm nóng ống bơm bằng núm xoay điều chỉnh điện trở), quá trình khởi động hệ thống hoàn thành.
Bước 3: Điều chỉnh hệ thống phun Axit
- Cách tính lưu lượng bơm Axit: Bơm công suất 55l/giờ ứng với 20 vạch, với hạt 15μm tỉ lệ tráng 1% công suất 2÷2.5 tấn/h lưu lượng bơm axit được xác định như sau:
Q = 1%*2,5tấn/h= 25 kg axit/giờ ≈ 20÷25 lít axit/giờ
→ điều chỉnh vạch bơm 7÷9 vạch/20 vạch.

Hình 4.
- Nung đầu kim phun bằng đèn khò gas.
- Sau 30 phút, kiểm tra đường ống nóng đều, axit đã chảy lỏng, đầu bơm axit nóng (kiểm tra bằng tay). Khóa van cầu 1, bật bơm thử độ tơi của axit: axit không được nhỏ giọt, phun đều ở dạng sương với góc phun 50÷600. Đồng hồ báo áp suất phun phải nằm trong khoảng 3÷5kg/cm2 (Hình 4).
- Trong trường hợp đồng hồ áp suất hiện thị áp lớn hơn 5kg/cm2, khóa van cầu 1 điều chỉnh vặn van an toàn theo ngược chiều kim đồng hồ để giảm áp suất cho đến khi đạt giá trị áp suất mong muốn.
- Trong trường hợp đồng hồ áp suất không hoạt động, ngay lập tức tắt bơm kiểm tra:
+ Axit trong thùng có nóng chảy
+ Axit trong thùng có chứa đủ 50% thể tích thùng
+ Đường ống bơm, đầu bơm có nóng đều
+ Axit có bị bẩn
+ Hai giàn nung trong nồi có hoạt động…
- Van cầu 2 sử dụng khi bả dưỡng, sửa chữa bơm.
Bước 4: Vận hành, hiệu chỉnh dây chuyền
- Hiệu chỉnh các van gió trên dây chuyền:
+ Mở van 1, van 2 trên máy trộn: lượng mở khoảng 3÷5%
+ Mở van 4 trên quạt: lượng mở khoảng 40÷60%
+ Mở van 3: lượng mở 40÷50% của lượng mở van 4
+ Đóng van số 5
- Bật động cơ van khế, bật bộ điều khiển van nổ trên lọc bụi, bật vít tải chuyển sản phẩm, bật băng tải gàu cấp sản phẩm, bật động cơ rung trên các xylo chứa liệu và loc bụi.
- Bật vít cấp liệu cho máy trộn, điều chỉnh lượng bột bằng biến tần đảm bảo lượng bột vào máy phù hợp với công suất từng loại hạt.
- Bật bơm axit cấp axit vào máy trộn.
- Lấy sản phẩm mẫu trên lỗ van cánh khế (Hình 5), kiểm tra bột sau tráng phủ bằng cách hòa tan vào cốc nước lọc. Bột không lắng nổi trên mặt cốc, sản phẩm tráng phủ đạt yêu cầu (Nếu bột chưa đạt yêu cầu điều chỉnh lại bơm axit và bột cấp vào đến khi phù hợp).

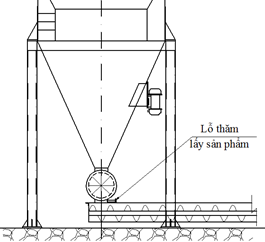
Hình 5.
- Trong quá trình hoạt động có thể hiệu chỉnh các van gió để hiệu chỉnh công suất tráng phủ.
- Bột đã tráng phủ chứa trên xylo được để nguội cùng xylo chứa sản phẩm. Sau khi bột đã nguội nhiệt từ 30÷350C, bật vít đóng bao đóng sản phẩm (khi bật vít vặn biến tần điều chỉnh tốc độ tăng dần, không được bật vít ở tốc độ cao).
Chú ý:
+ Để nâng cao năng suất nguyên liệu bột trước khi tráng phủ cần đảm bảo độ ẩm thích hợp.
+ Nghiêm cấm để các vật cứng chạy vào máy trộn (công tác kiểm tra, vặn chặt bulong gàu tải cấp liệu phải cẩn trọng).
+ Trước khi bật bơm axit cần đảm bảo đầu bơm nóng đều (nếu axit chứa trong đầu bơm chưa chảy lỏng khi bật sẽ làm cong piston của bơm)
+ Khi sửa chữa, bảo dưỡng hệ thống điện khi khởi động lại cần kiểm tra chiều quay của tất cả các thiết bị.
LUÔN GHI NHỚ HƯỚNG DẪN SỬ DỤNG NÀY!
- Bảo trì, bảo dưỡng
- Siết chặt bulong gối bi băng tải, vít tải… (7 ngày 1 lần).
- Siết chặt bulong gầu nhựa của băng tải đứng (15 ngày 1 lần).
- Kiểm tra độ trùng của dây curoa, nhông xích trên bộ truyền động (30 ngày kiểm tra 1 lần).
- Bổ sung thêm dầu mỡ cho xích (30 ngày 1 lần).
- Bơm mỡ chịu nhiệt PLC GREASE HTC-2 đầy đủ cho gối máy trộn (01 ngày bơm 1 lần).
- Bổ sung dầu quạt cao áp (1 ngày 1 lần).
- Bơm mỡ gối bi băng tải, vít tải (7 ngày 1 lần).
- Bảo dưỡng toàn bộ gối bi máy trộn, quạt cao áp tối thiểu 1 lần/năm.
- Hàng tháng kiểm tra dầu hộp số thông qua mắt kiểm tra dầu, bổ sung dầu máy phải ngập qua mắt thăm dầu (dầu cầu 50).
- Vệ sinh túi lọc bụi bằng khí nén khi dừng dây chuyền trong thời gian dài không sử dụng.
Để máy, thiết bị hoạt động an toàn và tin cậy mọi việc bảo dưỡng thay thế linh kiện phải được thực hiện bởi những người kĩ thuật viên hiểu biết về máy hoặc do chính kĩ thuật viên của nhà sản xuất.
Mọi thắc mắc về vận hành, bảo dưỡng hãy liên hệ với kỹ thuật của chúng tôi !
(Tel: 0210 3884 620 * 0962 884 620)
Các bài viết tiếp theo:









